|
Home ||
High Power Rocketry ||
Experimental Rocketry
Inhibitor sleeves are paper or other material formed into cylinders in which
propellant is packed into. This prevents the outside of the grain from
burning. Sleeves are easy to make and handy to use. The outsides
of the grain could be inhibited in other ways such as a coating of high
temperature paint, masking tape, aluminum tape, phenolic, etc. The
paper sleeve is easy and cheap to make and adds some insulating effect also.
Single grain motors can also be poured directly into a motor and so "case
bonded" to keep the outside from burning. This will not work for multi
grain motors, however.
Why are Inhibitor Sleeves Used?
BATES grains are designed to
give a relatively flat burn rate because the surface area remains fairly
constant during the burn. The core burns and so the core area gets
larger because the burning circumference gets larger. The two ends
also burn making the grains shorter and so decrease the core area because
the core area gets shorter. Also since the core is getting bigger the two
end surface areas also get smaller. The end result is that the total
surface area gets slightly larger and at the middle of the burn time, it
gets smaller again so the surface area and so pressure curve has a slight
convex feature. If the outside also burned, then the area would
progressively get smaller throughout the burn.
Another reason to inhibit the outside from burning is to protect the case
from hot gases. If the outside of the grain is allowed to burn, it
could burn through the case wall or at least weaken it enough to rupture it.
For larger motors that do not use OD inhibited grains, a case liner must be
used to protect the case. The case liner is similar to the inhibitor
sleeve except it runs the length of the motor and the grains are slip fit
inside the liner where an inhibitor sleeve is actually bonded to the outside
of the grain.
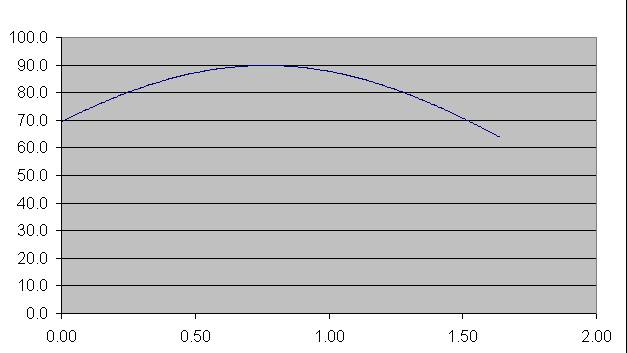
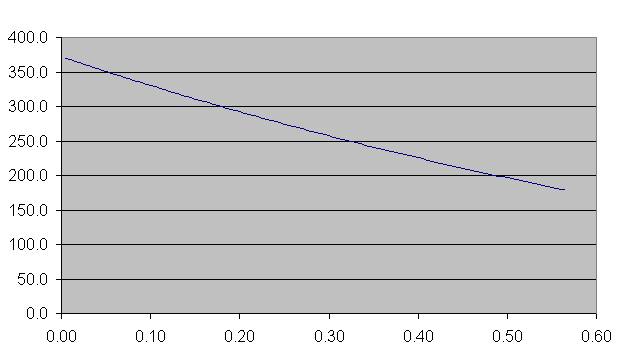
Below are two graphs that show the difference. These are both actual
calculated graphs for 1.5" pvc, 4-grain motors, the first is for BATES
grains with the outside of the grains inhibited, the second graph is the
same motor with the outside not inhibitited. The Y-axis is pressure in
psi, the X-axis is the burn time in seconds. Note that the first graph
burns much longer and at a much lower pressure (actually too low for a
practical motor) while the uninhibited example burns much more quickly and
so at a much higher pressure.
How to make Inhibitor Sleeves
 Inhibitor
sleeves are made the same way paper casings are made for black powder rocket
motors. (See free_manual.htm)
All you do is to wrap sheets of paper around a mandrel, gluing as you go.
I use sodium silicate but you can also use thinned white glue (like
Elmer's). Thin the glue so it will spread easily with a small
paintbrush. Inhibitor
sleeves are made the same way paper casings are made for black powder rocket
motors. (See free_manual.htm)
All you do is to wrap sheets of paper around a mandrel, gluing as you go.
I use sodium silicate but you can also use thinned white glue (like
Elmer's). Thin the glue so it will spread easily with a small
paintbrush.
The
mandrel is a piece of wooden dowel or anything else cylindrical. You will
not find anything with the exact right diameter unless you turn something on
a lathe. To get the right diameter, just wrap a wider piece of paper
around the dowel until you get what you want and then cover the whole thing
with cellophane packing tape. Make sure it is smooth. The tape
makes it so you can wipe off excess glue which you will need to do
frequently -- basically after each sleeve you roll.
 The
paper layer to bring the dowel up to the right diameter needs to be wider
than the length of the sleeve and the dowel longer than that. The
paper layer to bring the dowel up to the right diameter needs to be wider
than the length of the sleeve and the dowel longer than that.
The
OD of the finished mandrel must be correct to get the right thickness sleeve
and the sleeve needs to be a slip fit inside the PVC motor tube. I use
a cut piece of PVC to check the OD of the sleeves as I make them.
You
can calculate the number of wraps required by measuring the paper thickness
first. You will also need to experiment to find the right length of
paper or card stock you will be using (it might require multiple pieces).
The width of the paper cut for the sleeve needs to be fairly precise so when
it fits in your grain form, it will be the same height and make it easy to
make your grains the right length. When casting the grains, the
propellant needs to be exactly the same length as the sleeve to make sure
none of the OD will burn. The thickness needs to be right for the wall
thickness of the grain so that it does not burn through. The lower
grains will burn away first and then the remaining burn of the upper grains
will be in contact with the lower paper sleeve and will burn it away and
start burning your motor case if the sleeve isn't thick enough. The
inhibitor sleeve should be around 3%-5% the thickness of the web of the
grain (distance from the inside surface to the outside surface of the grain.
From Misc. Tables,
schedule 40 PVC pipe, we find the
ID of a 1" PVC pipe is 1.033". Standard inkjet printer paper is about
.002" thick, and 90# card stock is .005" thick. So if we were going to
make a 4 grain motor using a 1" PVC pipe for a motor case, we can use the
Motor Design Tables to find the motor ID to be 1.033" (from the schedule 40 pvc pipe I.D. at the bottom of the page), bore diameter to be 3/8" (.375")
and the length to be 1.75". So our sleeve paper width will be 1.75".
We don't know the actual grain OD until we know the sleeve thickness and we
don't know the sleeve thickness until we know the grain OD. Just use
the PVC pipe ID to calculate the web thickness because that will be close
enough. So the case OD minus the grain bore diameter is
1.033-.375=.658. Half that is the web thickness so it is .329".
4% of that is .013". You want to calculate full wraps, not partial
wraps. The fewer wraps, the easier it is to keep the paper straight
when rolling it. So we will use 90# card stock. Two wraps would
be .010 which is not enough so we will use 3 wraps. Three wraps will
give us a thickness of .015". So the actual ID of the sleeve will be
the ID of the motor case (1.033) minus twice the sleeve wall thickness which
will give us 1.003". We actually want to make the OD of our rolling
mandrel even less than that because we will actually overlap the wraps so
there are actually something like 3.1 wraps. Since you will have a
spot that is actually four wraps on one side, subtract another pape
thickness (.005) to get .998" Then you should figure you won't wrap it
exactly tight and you want a slip fit, not a tight fit of the sleeve into
the ID of the pvc pipe grain form so subtract another couple thousands to
give you .996" for your mandrel OD. When you wrap the packing tape
around the mandrel with your build up of paper, it will add a couple more
thousanths so your actual mandrel OD with the paper before the tape should
be about .994. This also gives you your grain OD which would be .996.
The tables shows .97. That is because you can vary how thick your
inhibitor sleeve is and how loose the finished grains will be in the motor
case. The grains should slide in easily but shouldn't just drop to the
bottom. Ideally, you should have to just barely push on them to get
them to go in but they can be a little looser and it won't hurt. Another
factor is that the inside of PVC pipe is not perfectly round nor perfectly
smooth and so you will probably have to reduce the OD of the sleeve
accordingly. So experiment a little and find the OD of your
mandrel that makes the best fit sleeve.
You
can find the right length of paper or card stock by experimenting, too.
Cut your strips on a paper cutter or print them out on a printer with the
lines already there and cut them very carefully and accurately.
I
use wax paper or a piece of polyethylene plastic sheet on top of some
newspapers to roll the cases on so they won't stick. You have to clean
that off after each or every few sleeves the same as the mandrel.
To
roll the paper on the tube, lay it out on a surface (if you use sodium
silicate which few people will, don't roll on glass because it will etch the
glass. I ruined a nice glass coffee table finding out the hard way.).
Wrap the strip of paper around the mandrel rolling just enough so the end
doesn't unroll. Then using a paintbrush (the foam type works well),
apply a thin smooth film of glue or sodium silicate on the rest of the paper
and roll it up. If it starts rolling crooked, you can unroll it and
try it again but work fast because the glue will stick quickly. You
can somewhat correct a roll starting crooked by putting a little more
pressure on the side that the paper is extending too far. The best is
to just line it up straight to start with and use even pressure. It
takes a little practice but you will get up to speed quickly.
After the first paper, if you need more, you coat the entire subsequent
sheets with glue and roll them up. When you are done, your sleeve
should slide off your mandrel. If it sticks, you didn't wash and dry
it after the last one. Keep a wet rag and a small cloth towel and use
them between each sleeve.
Set
the sleeves on end to dry. If you use glue, you can also after they
are dry put them in a warm oven (200F) for 30 to 60 minutes to harden
them more. DON'T put them in the oven wet because they will shrivel
and distort.
I
use sodium silicate because it is a fire retardant and makes a harder and
more flame resistant sleeve. In reality, there isn't that much
difference but I ordered 2 gallons of sodium silicate and I need to use it
up. When I was making black powder motors, it made a much harder case
and I didn't have to restrain the outside when I tamped in the black powder
if I was careful. If you look at David Sleeter's book, you will see
that you have to clamp the case to keep it from splitting. I didn't
have to and so I just adopted this method for my inhibitor sleeves, too.
You
can also check out the case rolling section in my
free black powder manual on this web site.
Home ||
High Power Rocketry ||
Experimental Rocketry
|
